CATL이 휴머노이드 로봇을 배터리 팩 공장에 투입했다. 제조 AI 관점에서 KPI·데이터·운영 체계로 실전 도입 포인트를 정리한다.
휴머노이드 로봇이 바꾼 배터리 공장: CATL의 실전
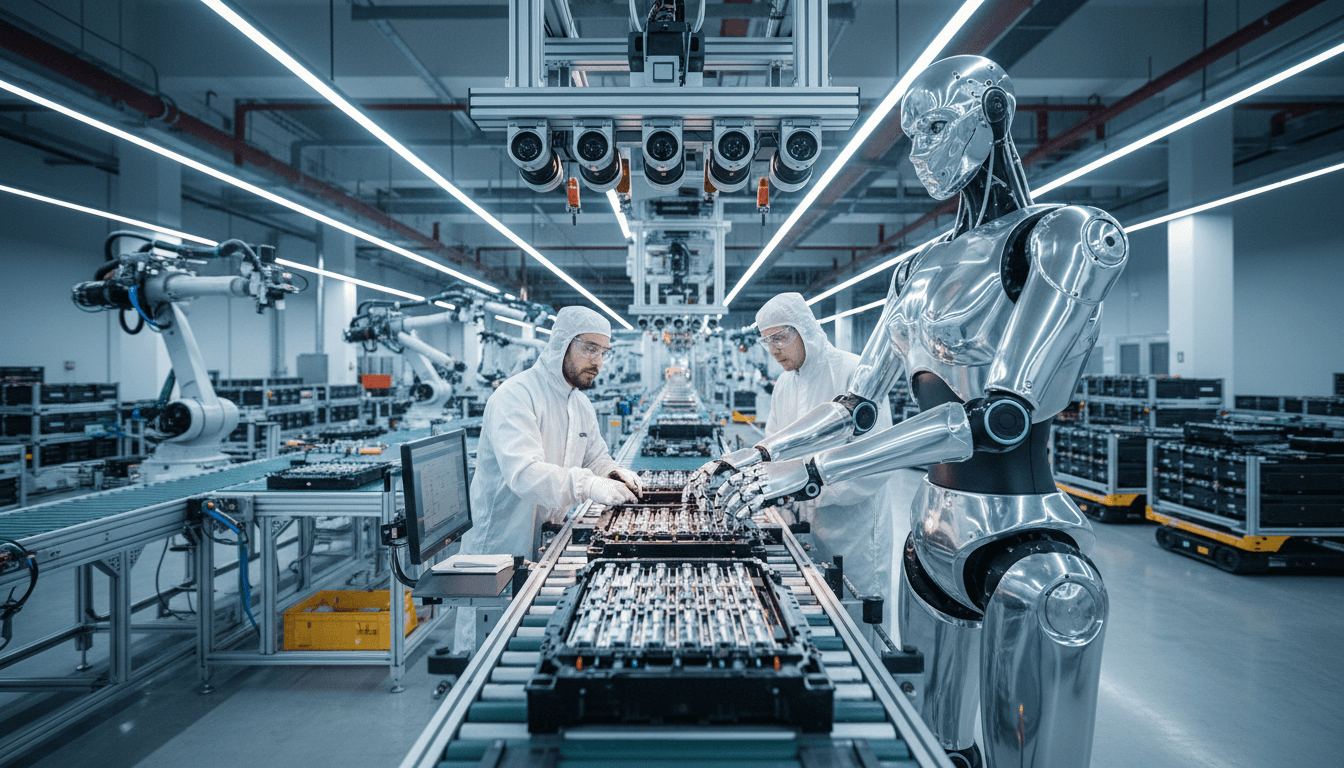
배터리 공장 자동화는 오래된 얘기입니다. 컨베이어, 스카라 로봇, 비전 검사… 다들 해왔죠. 그런데 **“휴머노이드(사람 형태) 로봇이 실제로 라인에 투입돼서 일한다”**는 순간부터 이야기가 달라집니다. CATL이 중국 중저우(Zhongzhou) 배터리 팩 시설에서 자사 휴머노이드 로봇 **‘Moz’**를 현장에 배치했고, 회사는 이를 대규모 구현이라고 주장합니다. 같은 시기, 테슬라는 로봇이 원격 조작되고 있는 것 아니냐는 논란을 떨쳐내느라 진땀을 빼고 있죠.
이 차이는 단순한 PR 싸움이 아닙니다. **자동차 산업에서 AI가 돈이 되는 지점은 ‘데모’가 아니라 ‘수율·품질·리드타임’**입니다. 그리고 그 중심에 배터리 제조가 있습니다. 특히 2025년 말(연말 성수기 수요, 생산량 압박, 원가 절감 경쟁이 동시에 걸리는 시기)에 현장 적용 가능한 AI·로보틱스는 “연구 과제”가 아니라 “분기 목표”가 됩니다.
이 글은 「한국 반도체 산업의 AI 혁신 전략」 시리즈의 관점으로, CATL의 사례를 **제조 AI 도입 프레임(공정 제어, 결함 검출, 예지보전, 수율 최적화)**으로 해석해봅니다. 배터리 공장이든 반도체 팹이든, 결국 승부는 비슷한 곳에서 나거든요.
CATL의 ‘Moz’가 의미하는 것: 로봇보다 ‘운영’이 핵심
핵심은 휴머노이드의 외형이 아니라, 공장 운영 모델이 바뀐다는 점입니다. 산업용 로봇은 보통 “정해진 동작을 반복”하는 데 최적화돼 있습니다. 반면 휴머노이드는 사람이 다루던 공구, 작업대, 통로를 그대로 활용하면서 다품종·변동 작업을 흡수하는 방향으로 설계됩니다.
CATL이 말하는 “대규모 구현”이 사실이라면, 메시지는 명확합니다.
- 기존 설비를 전면 개조하지 않고도(또는 최소 변경으로) 자동화 범위를 넓히려는 시도
- 사람 중심으로 설계된 공정 구간(자재 핸들링, 체결, 라벨링, 재작업 등)에 로봇을 투입
- 결국 목표는 인건비 절감만이 아니라, 품질 편차(Variation) 축소
여기서 중요한 건 AI가 ‘로봇의 뇌’ 역할을 하면서도, 공정 엔지니어링과 맞물려야 성과가 난다는 사실입니다. 휴머노이드는 공장 안에서 “움직이는 센서 플랫폼”이기도 합니다. 작업 중 취득하는 영상/토크/진동/온도 데이터는 품질 모델과 예지보전 모델을 더 강하게 만들 수 있죠.
배터리 팩 공정에서 휴머노이드가 투입되기 쉬운 지점
배터리 팩 라인은 셀 제조만큼 클린룸 극단은 아니지만, 대신 조립 변수가 많고 인체공학 리스크가 큽니다. 휴머노이드가 노리는 구간은 대체로 다음입니다.
- 자재 이송/피킹: 다양한 부품을 선별, 지정 위치에 공급
- 체결(볼팅) 및 커넥터 결합: 토크 관리가 품질과 직결
- 검사 보조: 비전 기반 외관/라벨/커넥터 상태 확인
- 재작업/리워크: 표준화가 덜 된 작업을 흡수
이 영역은 반도체로 치면 “후공정·패키징·테스트”에서 자주 보는 문제와 닮았습니다. 완전한 초정밀 로봇만으로 해결하기 어려운 현장 변동성이 남아 있거든요.
Tesla vs CATL: ‘유튜브’보다 무서운 건 KPI다
이번 비교에서 제가 확실히 말하고 싶은 건 이겁니다. 제조 현장에서 신뢰를 얻는 건 영상이 아니라 지표입니다.
테슬라 로봇은 대중적 관심이 크고, 데모 영상이 강합니다. 하지만 원격 조작 의혹이 반복되면 제조 담당자는 이렇게 생각합니다.
“그게 우리 라인에서 3교대로 돌아가나? 불량률을 낮추나? 다운타임이 줄어드나?”
반면 CATL이 실제로 공장에 넣고 “대규모”라고 부르는 순간, 논의의 단위가 바뀝니다.
- 로봇 1대의 능력이 아니라 라인 밸런싱 문제
- 데모의 성공이 아니라 MTBF(평균 고장 간격) / MTTR(평균 수리 시간)
- 로봇 동작 정확도가 아니라 품질 데이터의 폐루프(closed-loop) 피드백
여기서 한국의 제조 기업(반도체 포함)이 배울 점은 간단합니다. AI/로봇 프로젝트의 성공 기준을 처음부터 생산 KPI로 고정해야 합니다. “작동한다”는 건 0점이고, “라인을 이긴다”가 만점입니다.
휴머노이드 투입이 어려운 이유: ‘AI 모델’보다 ‘공정 데이터’
휴머노이드가 공장에서 돈을 벌려면, 로봇 그 자체보다 데이터 파이프라인과 운영 체계가 먼저 준비돼야 합니다. 실제 현장은 이런 문제로 막힙니다.
1) 데이터 표준화: 영상만 모아선 아무것도 안 된다
제조 AI는 정답 라벨(불량 유형, 원인 공정, 작업자/설비 상태) 없이는 모델이 자라지 않습니다. 휴머노이드가 찍는 영상이 많아져도, 다음이 없으면 의미가 약합니다.
- 어떤 품질 기준으로 합/불을 판정했는지
- 불량이 발견됐을 때 원인 공정이 어디였는지
- 같은 문제가 재발했을 때 패턴을 잡을 수 있는지
반도체의 결함 검출(AOI) + 공정 이력(trace) 결합이 강력한 이유도 여기 있습니다.
2) 안전과 책임: 공장 로봇의 실패는 ‘사고’다
휴머노이드가 사람과 같은 공간에서 움직이면 안전 인증, 작업 구역 설계, 비상 정지, 속도 제한, 힘/토크 제한이 촘촘해집니다. 즉, 기술 성숙도보다 안전 체계 성숙도가 병목이 되기 쉽습니다.
3) 운영 인력: 로봇 엔지니어가 아니라 ‘현장 주인’이 필요
로봇은 설치보다 운영이 어렵습니다. 저는 이 지점에서 많은 회사가 삐끗하는 걸 봤습니다. 현장에 필요한 건 “모델을 만든 사람”이 아니라 “현장을 이기는 사람”입니다.
- 설비/품질/생산팀이 함께 보는 통합 대시보드
- 이상 징후 시나리오(부품 누락, 토크 불량, 커넥터 미체결)의 표준 대응
- 작업 표준서와 로봇 동작 정책의 동기화
이건 반도체의 공정 제어(APC)와 예지보전(PdM) 구축에서 반복되는 교훈과 같습니다.
배터리 공장 AI가 반도체 AI와 만나는 지점
배터리 제조는 ‘전기화학’이고 반도체는 ‘미세공정’이라 다르다고들 말하지만, AI 도입 프레임은 놀랄 만큼 비슷합니다.
품질: 결함 검출은 “카메라 설치”가 아니라 “원인 추적”
배터리 팩에서의 결함(체결 불량, 라벨 오류, 커넥터 문제, 실링 불량 등)은 출하 후 리콜 비용으로 직결됩니다. 그래서 휴머노이드가 현장에서 데이터를 모은다면, 목표는 단순 외관 검출을 넘어 불량의 전이 경로를 끊는 것이어야 합니다.
- 불량 유형을 분류하고
- 발생 공정을 특정하고
- 재발 확률이 높은 조건(부품 Lot, 설비 상태, 작업 순서)을 찾아
- 공정 조건을 바꾸는 폐루프를 만든다
반도체의 수율 최적화가 “불량을 찾는 것”에서 “불량을 줄이는 것”으로 가는 흐름과 동일합니다.
설비: 예지보전은 로봇에도 적용된다
휴머노이드가 늘어나면, 공장에는 “새로운 설비군”이 생깁니다. 그리고 이 설비군은 예지보전 없이는 운영비가 폭발합니다.
- 관절/감속기 이상 징후(진동, 전류, 온도)
- 그리퍼 마모/슬립 증가
- 카메라/센서 캘리브레이션 드리프트
이 데이터는 반도체에서 흔한 **상태 기반 유지보수(CBM)**와 같은 방식으로 다뤄야 합니다.
공정 제어: 휴머노이드는 ‘유연성’ 대신 ‘변동성’을 가져온다
사람 형태 로봇은 유연하지만, 동시에 동작 변동이 생깁니다. 그래서 공정 제어는 더 중요해집니다.
- 토크 체결의 목표값/허용오차 관리
- 비전 검사 기준의 버전 관리(언제 기준이 바뀌었는지)
- 라인 택타임 변화 감시 및 병목 자동 감지
이건 반도체의 APC처럼 “모델+규칙+현장 튜닝”이 같이 돌아가야 합니다.
실무 체크리스트: “우리 공장도 휴머노이드가 맞나?”
휴머노이드는 멋있지만, 모든 공장에 정답은 아닙니다. 리드(LEADS)를 만드는 글이기도 하니, 상담 전에 내부에서 먼저 점검해볼 체크리스트를 정리해두겠습니다.
1) 자동화 대상 선정(가장 흔한 실패 지점)
다음 조건을 만족하면 휴머노이드 PoC가 성과를 내기 쉽습니다.
- 작업이 완전 반복은 아니지만 표준 동작이 70% 이상 존재
- 품질이 작업자의 숙련도에 크게 흔들림
- 인력 수급/안전 리스크가 큼(야간, 중량물, 반복 체결)
- 불량이 발생했을 때 원인 추적 데이터를 만들 수 있음
2) 데이터/시스템 준비도 점검
- MES/QMS/설비 로그가 서로 연결돼 있는가
- 불량 코드 체계가 통일돼 있는가(사람마다 다르게 적지 않는가)
- 비전 데이터(이미지)와 공정 이력이 같은 키(시간, Lot, 공정 ID)로 묶이는가
3) KPI 설계(‘데모 성공’ 방지)
PoC라도 KPI는 생산형이어야 합니다.
- 불량률(PPM) 변화
- 재작업률/스크랩 비용
- 라인 다운타임, MTTR
- 작업자 안전 사고/아차사고 감소
- 택타임과 WIP(재공) 변화
제가 권하는 방식은 간단합니다. **“6주 안에 한 가지 KPI를 확실히 바꾸는 과제”**로 쪼개세요. 여러 KPI를 동시에 잡겠다는 순간, 아무 것도 못 잡습니다.
앞으로 12개월: ‘휴머노이드 쇼’는 끝나고 ‘공장 실전’만 남는다
2026년을 앞둔 지금(2025년 12월), 자동차 산업의 AI는 두 갈래로 갈 겁니다. 하나는 여전히 멋진 데모와 영상 중심의 경쟁. 다른 하나는 배터리와 제조 현장에서 실제로 지표를 바꾸는 경쟁입니다. 그리고 돈은 후자에서 벌립니다.
CATL의 Moz가 정말 “세계 최초 대규모 구현”이든 아니든, 중요한 신호는 이미 나왔습니다. 휴머노이드는 연구실의 로봇이 아니라, 공장 운영의 한 요소로 평가받기 시작했다는 것. 반도체든 배터리든, AI 도입은 결국 수율 최적화, 결함 검출, 공정 제어, 예지보전으로 귀결됩니다.
다음 단계는 뚜렷합니다. 휴머노이드가 우리 라인에서 통할지 확인하려면, 로봇을 먼저 사기보다 데이터 흐름과 KPI를 먼저 설계해야 합니다. 당신의 조직은 “영상에서 잘 보이는 자동화”를 원하나요, 아니면 “분기 실적에 찍히는 자동화”를 원하나요?