建設3Dプリンターで造る金物と未利用木材の活用は、AIと組み合わせると工程短縮と安全管理まで一気に進みます。現場で始める90日導入ロードマップも解説。
建設3Dプリンター×未利用木材×AIで現場が変わる実践法
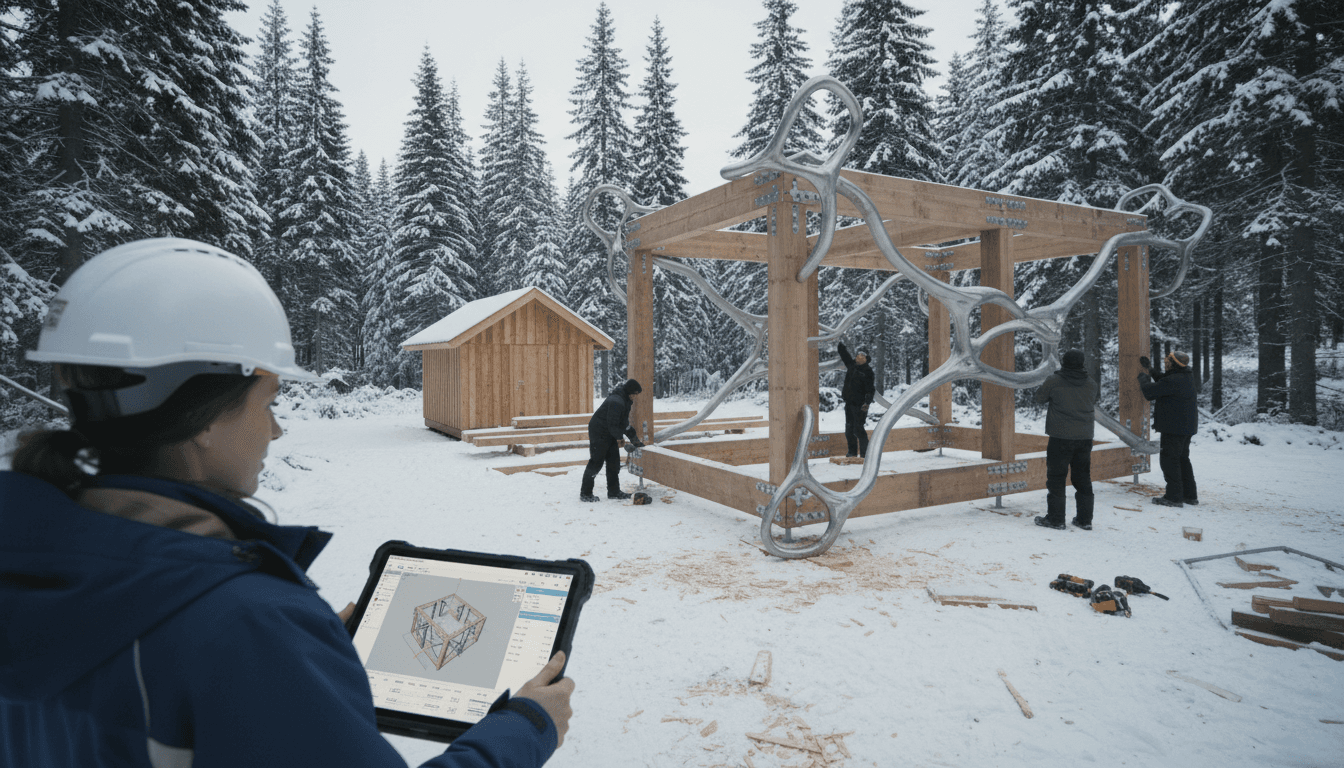
端材は「ゴミ」ではなく、現場の利益を作る材料になり得ます。岐阜県郡上市で公開されたシェルター型ユニットは、その事実をかなりストレートに見せてくれました。未利用木材(製材工程で出る端材など)を、金属3Dプリンターで造形したジョイントでつなぐ。見た目はシンプルなのに、発想は大胆です。
この話が面白いのは、「サステナブルだから良い」という情緒だけで終わらないところです。金物を3Dプリントし、形状をトポロジー最適化で詰めて軽量化する。さらに、ここにAI(工程最適化、品質検査、BIM連携)を足すと、生産性向上と安全管理の両方が動きます。
建設業界のAI導入ガイドの流れで言うと、今回のテーマは「AIは監視カメラだけじゃない。材料・設計・調達・施工の“つなぎ目”に効く」です。現場が困っているのは、単体技術の不足ではなく、バラバラな工程の非効率です。だからこそ、3Dプリンター×端材活用という“構法の変化”は、AI導入の価値を一段上げます。
3Dプリント金物×未利用木材が「工程」を短くする
結論から言うと、3Dプリント金物は「特殊形状を作る」以上に、工程の前後を整理して短くする力があります。理由は、金物側が木材のばらつき(寸法・形状・癖)を吸収できる設計になり得るからです。
日経クロステックの記事では、XENCE Architecture Studio(名古屋市)が、未利用木材をステンレス製の部材「WOOD X NODE」で接合したプロトタイプを紹介しています。ユニット寸法はおおよそ幅5.5m×奥行き4.5m×高さ2.7m。ステンレス部材は28ピース(木材同士の接合20、基礎8)で、木材接合用は1辺約50cm。WAAM方式(金属積層造形)で製作し、トポロジー最適化で材料を必要最小限に抑えた、という点が要です。
端材活用が難しい本当の理由は「接合」にある
未利用木材は、材料単価が安い(あるいは処分費がかかる)一方で、
- 寸法が揃わない
- 強度等級や含水率がばらつく
- 施工手間が読みにくい
という理由で、現場の採用判断が止まりがちです。要するに、材料が問題というより接合と管理が難しい。
ここで3Dプリント金物が効きます。金物を「既製品に合わせる」のではなく、「手元にある木材群に合わせて設計する」。この逆転が起きると、端材活用は一気に現実味を帯びます。
トポロジー最適化は“軽量化”だけでなく“施工性”にも効く
トポロジー最適化は、荷重条件と拘束条件から効率的な材料分布を導く手法です。軽くなるのは分かりやすいメリットですが、建設ではそれ以上に、
- 搬入・据付が楽になる(人力対応範囲が広がる)
- 高所作業の負担が減る(安全性に直結)
- 仮設計画がシンプルになる
という施工側のメリットが大きい。
そして、この「施工性の改善」を最大化するのがAIです。次章で、3Dプリンター構法とAIをどうつなぐかを整理します。
AIを足すと何が変わる?3つの連携ポイント
結論:3Dプリンターと端材活用を“ビジネスとして回す”には、AIで設計〜製造〜施工〜検査を一本のデータにする必要があります。単発の実証で終わるか、継続案件になるかの分岐点です。
1)BIM×生成AI:端材前提の設計を「早く」回す
端材活用は、設計者にとって面倒が増えます。材料が均質じゃないからです。ここをBIMとAIで吸収します。
- 端材の寸法・含水率・割れ等をスキャン/記録し「材料データベース化」
- BIM上で“使える端材”を前提に割付・部材化
- 生成AIで「接合ディテール案」「干渉回避案」「数量拾いの下書き」を高速化
私の経験上、設計が詰まるのは「ディテールが決まらない」ときです。端材前提だと、なおさら決まりにくい。だから、AIは“正解を出す”より、候補を10個出して検討を前に進める役で効きます。
2)工程AI:金物製作(3Dプリント)を工程表に組み込む
3Dプリント金物は、段取りがハマると強い一方で、工程に組み込み損ねると事故ります。具体的には、
- 造形のリードタイムが読めない
- 後加工(切削・研磨・熱処理)と検査が抜ける
- 輸送・養生・現場保管の計画が甘い
こうなると、現場は「結局遅れるからやめよう」となりがち。
ここで工程AI(スケジューラ+制約条件最適化)が役に立ちます。ポイントは、金物を“外注品”としてではなく、工場内の生産ラインのように扱って可視化することです。
- 造形機の稼働率、材料(ワイヤ)の在庫、検査枠を制約条件に入れる
- 現場の建て方手順に合わせて「納品順=施工順」にする
- 遅延予兆をアラート(造形停止、検査滞留、輸送手配未完了)
3Dプリンティングは工程管理の最適化に直結する技術革新の一部、という文脈がここです。
3)画像認識AI:接合部の品質と安全を“現場で”担保する
新しい接合金物は、最初に品質保証の壁に当たります。だから検査を厚くしがちですが、検査が重いと普及しません。
現実的な落とし所は、
- 工場:寸法計測+外観検査(基本性能の担保)
- 現場:取り付け状態の検査(施工品質の担保)
の二段構えです。
現場側は、スマホ/タブレットの写真で十分なケースが多い。画像認識AIで、
- ボルト締結の抜け・向き
- 取り付け位置ずれ
- 部材番号(トレーサビリティ)
を自動チェックし、是正指示をその場で出す。これだけで手戻りが減り、危険作業のやり直しも減ります。
「サーキュラー建設」はコスト削減より、まずリスク削減で勝つ
結論:未利用木材の再利用は、原価を下げるより先に、調達リスクと廃棄リスクを減らす戦略として効きます。
2025年の建設現場は、材料価格や物流の変動が当たり前になりました。年末(12月)は、年度末工期の前倒し・駆け込み、積雪地域の工程制約なども重なり、調達と工程が同時に不安定になりやすい時期です。
ここで端材を資源化できると、
- “手元にある材料”で計画を組み直せる
- 廃棄・運搬の手間と費用を圧縮できる
- 地域材・地域副産物の活用で調達先を分散できる
という効果が出ます。
サステナブル建築の勝ち筋は「環境に良い」ではなく、「不確実性に強い」です。
この視点で社内を説得した方が、通りやすいと感じています。
明日から動ける:現場で始める導入ロードマップ(90日)
結論:いきなり“建物全体”でやらない。まずは「接合部」と「データ」から始めるのが最短です。
フェーズ1(0〜30日):小さく試すテーマを決める
- 対象は仮設・小屋・倉庫・休憩所など、要求性能が整理しやすい用途
- 端材の種類(樹種、長さ、断面)を3パターン程度に絞る
- 接合金物の候補を「既製品+3Dプリント」のハイブリッド案で比較する
フェーズ2(31〜60日):データ設計(これが一番効く)
- 端材のID付与(ラベル/QR等)と、寸法・含水率・外観の記録項目を確定
- BIMの属性に「端材ID」を持たせ、トレーサビリティを確保
- 工程表に「造形→後加工→検査→出荷→現場検査」を明記
フェーズ3(61〜90日):AIで“検査”を自動化する
- 現場写真の撮影ルールを決める(距離、角度、チェックポイント)
- 画像認識AIでNG検出→是正→再撮影のループを運用に載せる
- 手戻り件数、是正時間、ヒヤリハットをKPI化
ここまでできると、「AIは現場監視のため」から、「AIは工程と品質を回すため」に認識が変わります。
よくある疑問(現場目線で回答)
Q. 金属3Dプリント部材って、結局高いのでは?
単価だけ見ると高くなりやすいです。ただし評価すべきは“金物単価”ではなく、手戻り・仮設・工程遅延・安全リスクまで含めた総コストです。特に、納品順最適化と現場検査自動化がセットになると、採算ラインは現実的になります。
Q. 端材は品質が不安。構造に使えるの?
最初は「非構造」や「短スパン」から始めるのが合理的です。端材をいきなり主要構造に入れるより、データ化→選別→用途最適化の順で適用範囲を広げる方が失敗しません。
Q. AI導入は人がいないと回らないのでは?
逆です。人がいないから、AIで“記録と判定”を省力化します。運用負荷を上げないコツは、AIモデル以前に、入力(撮影・記録)を現場で続く形に整えることです。
AI時代の建設は、「材料の自由度」を取り戻す
建設3Dプリンターと未利用木材の融合は、サステナビリティの話に見えて、実は生産性の話です。端材という不均質な材料を、3Dプリント金物と設計最適化で“使える材料”に変える。さらにAIで、設計・製造・施工・検査を一本のデータでつなぐ。これができる会社は、調達不安や人手不足に強くなります。
次に考えるべきは、「どの工種・どの部位から始めるか」です。接合部は、現場の安全と品質の要です。だからこそ、ここにAIを入れる価値は大きい。
このシリーズ(建設業界のAI導入ガイド)では、監視カメラや日報自動化だけでなく、“構法の変化”とAIをセットで導入するところまで踏み込みます。あなたの現場なら、端材と3Dプリント金物を最初に試す場所はどこが一番現実的でしょうか。